Posted by Dan McCloskey on | Comments Off on Stop Guessing: How Fabricators Can Make Better Tooling Decisions in 2026
In your shop, running a press brake is hardly a guessing game. Until those times that we’ve all had where it becomes one.
You’ve been doing this forever. Ninety-nine percent of the time, you nail it on the first try because your experience does the heavy lifting.
But now and then, you get those jobs where something feels off. The material acts differently, the flange is too short, or that setup that normally works keeps pushing the limits.
Suddenly, you’re left scratching your head, looking at more scrap than usual.
When this happens, the problem is not whether or not the bend can be made. Rolla-V already provides the extra support you need to make clean, supported bends, especially on odd-shaped or bump-bent parts where maintaining consistency is harder.
It’s figuring out which Rolla-V tool and setup makes the most sense given the thickness, flange length, and load.
Our new Rolla-V Product Selector Calculator helps you cut out the guessing game when it counts. Just punch in your specs, and remove one variable when the job is on a tight timeline and you want to move production forward without burning time or material.
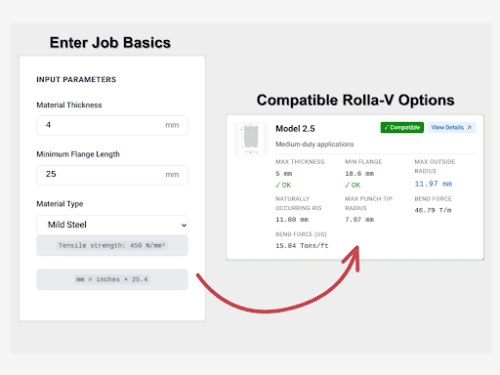
Here’s how the Rolla-V calculator works:
✅ You enter the material thickness, flange length, and material type
✅ The calculator checks those inputs against the limits of each Rolla-V die
✅ Tools that cannot support the flange or handle the load get ruled out
✅ What’s left is a short list of Rolla-V options that actually make sense for the job
✅ That’s it. No charts. No trial runs. Just a quicker way to start with the right tooling.
The Rolla-V Selector Calculator Helps Your Shop Make Faster, More Accurate Decisions in 2026
The Rolla-V Selector Calculator was built to help shops make confident tooling decisions without slowing production down. Traditional charts still have their place, but they often leave room for guesswork, interpretation, and extra trial runs on the floor.
This calculator gives new operators a clearer starting point, helping reduce the learning curve and making it easier to get up to speed. Instead of relying solely on experience, they can start with a more reliable recommendation and spend less time second-guessing their setup.
For experienced operators, the value is speed. When you already know the process but need to get a job running fast, the calculator helps cut down setup time and reduce unnecessary testing. That means fewer delays, fewer adjustments, and more confidence that the job is headed in the right direction from the start.
When production is backed up, a delivery deadline is closing in, and another shipment is already on the way, there is no time to eyeball a decision and hope for the best. The Rolla-V Selector Calculator gives your team a faster way to choose the right tool and keep work moving.
It gives newer team members a stronger foundation, and it gives seasoned operators a practical shortcut when time is a factor. Calculate, switch the tool, and keep the job moving forward.
At Fab Supply, our goal is simple: help you keep the right dies in your shop so you can run clean parts with less marking, less rework, and less wasted time. The Rolla-V Product Selector Calculator is another step toward making that process easier throughout the workday.
The Rolla-V Product Selector Calculator is now live. Try it HERE.
Posted by Dan McCloskey on | Comments Off on Scary Good Solutions: Avoiding Fabrication Nightmares This Fall
Halloween is all about scary stories, but for fabricators, the real nightmares don’t involve haunted houses. They happen right on the shop floor. From broken tooling to surprise rush jobs, these moments can cause real headaches — and hit your bottom line.
The good news? You don’t have to accept these shop floor “horror stories” as part of the job. With the right tooling solutions and support, you can turn even the scariest situations into success stories.
The 3 Scariest Fabrication Nightmares
Tooling Breaks Mid-Run Nothing halts productivity faster than a broken die. When your team is racing to finish a project, downtime is the last thing you need. Choosing durable, high-performance press brake dies can keep your shop floor moving.
Wrong Die = Wasted Material Precision matters. Using the wrong die means rework, lost time, and rising costs. The right die setup ensures accurate bends and less scrap.
Rush Jobs at the Worst Time It never fails — the last-minute order always shows up when your schedule is already packed. Without the right tooling and partners, it feels impossible to deliver.
How Fab Supply Helps You Sleep at Night
Rolla-V Dies: Designed for precision and speed, they help reduce scrap and setup time while improving productivity.
Immediate Fabrication Solutions: When downtime isn’t an option, Fab Supply delivers quickly so you can stay on schedule.
Trusted Expertise: With years in the industry, we’ve seen it all and know how to help you avoid costly mistakes.
Fabrication nightmares don’t have to haunt your shop. With Fab Supply’s fabrication solutions, you can keep production running smoothly and focus on what matters most — delivering quality results to your customers.
This fall, let us help you keep the scary stuff where it belongs: in Halloween movies, not on your shop floor. 🎃
Posted by Dan McCloskey on | Comments Off on Fab Supply Press Brake Tooling: A Case Study in Exceptional Customer Service
In the metal fabrication industry, the right press brake tooling is critical—but it’s the exceptional service behind the tooling that truly makes the difference. At Fab Supply, we believe that providing top-tier customer support is just as important as delivering high-quality tools. This case study with DSW Cutting highlights how our commitment to responsive, knowledgeable service helps fabricators stay productive and competitive.
The Challenge: DSW Cutting, a metal manufacturing company specializing in custom projects, needed more than just reliable tools—they needed a tooling supplier who understood their unique challenges and could offer fast, expert support. Their prior vendors lacked the responsiveness and personal attention required to maintain smooth operations and high standards.
The Fab Supply Difference: What sets Fab Supply apart is our dedication to being a true partner. From day one, we worked closely with DSW Cutting to understand their specific needs and provide tailored solutions. Whether it involved designing custom press brake tools or offering same-day support, our team—especially representative Mike—was there every step of the way.
Key Benefits Delivered:
Responsive Communication: Fast, clear, and consistent communication helped DSW Cutting avoid downtime and keep production on track.
Tooling Expertise: Our deep knowledge of press brake tooling enabled us to recommend the best custom solutions with confidence.
Long-Term Partnership: Toby Smith from DSW Cutting described working with Fab Supply as “awesome.” Our focus on experience and reliability fostered a relationship built on trust and results.
Customer Testimonial: “We are very pleased with all aspects of our dealings with Fab Supply. I would absolutely recommend them because of their timely responses and expert knowledge,” said Toby Smith. This kind of endorsement underscores the importance of service in supplier relationships.
Why Customer Service Matters in Press Brake Tooling: In today’s fast-paced metal fabrication environment, shops can’t afford slow responses or generic solutions. That’s why Fab Supply focuses on delivering personalized service and expert tooling support that keeps your operation running efficiently. Whether you’re facing complex bends, tight deadlines, or changing production needs, we’re ready to help.
Conclusion: The DSW Cutting case is a strong example of how excellent customer service, combined with top-quality custom tooling, can elevate shop performance. At Fab Supply, we go beyond just delivering press brake tooling—we build lasting partnerships with fabricators who want to work smarter and produce better.
Posted by Dan McCloskey on | Comments Off on Experience the Rolla-V Difference with the Fab Supply Silver Sale
Fab Supply is now offering shops the chance to experience the Rolla-V difference at an unbeatable price. For a limited time, save 25% on silver Rolla-V dies!
If you’re forming 1.5mm and lighter material, we’ve got Model 1 tooling priced to move.We’re making way for the new black Rolla-V dies, so we’re giving you this incredible opportunity to add these top-notch dies to your tooling cabinet.
Why Choose Rolla-V?
Increased Speed and Efficiency: Reduce setup times and get the job done faster.
Improved Accuracy: Achieve precise bends with consistent results.
Smoother Operation: Experience effortless bending and reduced wear and tear.
Enhanced Productivity: Maximize your press brake’s potential and boost your output.
Long-lasting Durability: Rolla-V dies are built to withstand the demands of your shop.
Don’t miss out on this limited-time offer! Contact us today and shop the Rolla-V Silver Sale now.
Shop Efficiency Tips
We’re not done! In addition to offering amazing Rolla-V silver dies at a price that fits your budget and your metal forming needs, we’re also giving you tips that can significantly impact your productivity and profitability:
5S Methodology: Implement the 5S methodology (Sort, Set in Order, Shine, Standardize, Sustain) to create a clean, organized, and efficient workspace.
Tooling Organization: Invest in proper storage solutions for your press brake tooling to ensure easy access and prevent damage.
Preventative Maintenance: Regularly inspect and maintain your press brake and tooling to prevent downtime and extend equipment lifespan.
Streamline Workflow: Analyze your current workflow and identify areas for improvement. Implement lean manufacturing principles to eliminate waste and optimize processes.
Employee Training: Invest in training your employees on proper equipment operation, safety procedures, and efficient work practices.
Posted by Dan McCloskey on | Comments Off on Fab Supply Set to Bring Expertise and Revolutionary Rolla-V Tooling to FABTECH Orlando
We’re continuing our goal of ‘delivering maximum value’ at FABTECH 2024, where we’ll have demo pieces of revolutionary Rolla-V tooling, as well as advice and tips for your metal forming challenges in Booth #S16063. (Get more event details, including a map that highlights our booth, on our FABTECH page.)
As the master distributor of Rolla-V tooling, we’ve seen the competitive advantage that Rolla-V gives to our customers. With a highly precision ground surface, Rolla-V delivers precise and consistent bending results without the marking that traditional tooling leaves. Rolla-V tooling is also designed to eliminate steps and reduce the amount of tooling changes, making it a top choice for fabricators who want to form channels in a single hit and/or improve their efficiency and productivity.
Rolla-V press brake tooling is also perfect for radius bending, thanks to its unique design that allows for exact inside radius bends. This makes it suitable for a wide range of applications, from simple bends to complex shapes and curves—even on thick material. Rolla-V tooling can bend up to 30mm thick material (depending on the model selected). These are just a few of the benefits of Rolla-V tooling; you can find out more about this innovative tooling in our blog post.
You’ve read about the benefits of Rolla-V, now plan to see it in our booth. We’ll have various Rolla-V demo pieces so you can see the capabilities of these innovative tools. You can also meet the founder of Rolla-V in Booth #S16063 and hear about his story and product.
In addition to demo pieces, you can also get immediate answers to your questions. Our managing directors are going to be in the booth, ready to share their expertise. If you have a specific project you need tooling for, or need more efficient tooling for, feel free to bring your plans and specs. You can also send your questions to us now, so we can discuss it in depth at FABTECH.
Mark your calendars for Fabtech Orlando and be sure to stop by Booth #S16063! We can’t wait to see you there.
Posted by Dan McCloskey on | Comments Off on Celebrate American Craftsmanship This Memorial Day with Fab Supply Sale
This Memorial Day, as we remember those who have made the ultimate sacrifice for our freedoms, Fab Supply invites you to join us in celebrating American craftsmanship with our “May is for ‘Merica” Sale. Throughout May, experience the unparalleled quality of precision ground tooling at a 10% discount. (Contact us for help choosing the right precision ground tooling for your needs.) It’s our way of honoring the American spirit—innovative, resilient, and free.
American craftsmanship stands as the backbone of our nation’s industrial legacy, a testament to the skill, dedication, and hard work intrinsic to the American spirit. At Fab Supply, we’re not just celebrating our history this Memorial Day; we’re also looking ahead to the future of American manufacturing. By choosing precision ground tooling from Fab Supply, you’re not only getting superior quality products; you’re also supporting an ecosystem that fosters innovation and sustains jobs across the country. This “May is for ‘Merica” campaign is more than a discount—it’s a commitment to excellence and a vote of confidence in American-made goods. Join us in this celebration, and together, let’s lay the groundwork for another century of unparalleled American craftsmanship.
*Can’t be combined with other offers, and not available to dealers.
Posted by Dan McCloskey on | Comments Off on Beyond the Basics: Elevating Your Metal Fabrication With Advanced Press Brake Tooling Techniques
Metal fabrication professionals know that the road to precision and efficiency is lined with its fair share of obstacles. Particularly, mastering press brake tooling demands a blend of experience, patience, and the right strategies. If you’ve found yourself nodding along to challenges like inconsistent bends, lengthy tool changes, and the quest for the perfect setup, you’re not alone. But fear not—the path to overcoming these hurdles is clearer than you might think.
1. Prioritize Tool Maintenance
First and foremost, regular maintenance of your press brake tooling is non-negotiable. It’s the lifeblood of ensuring consistent, accurate bends. Routine checks and replacements are not just about keeping your tools in good shape; they’re about upholding your reputation for quality.
2. Leverage Technology for Tool Selection
Choosing the right tool need not be a shot in the dark. With today’s technology, assistive software can significantly lighten the load. Training your team to utilize these tools not only boosts your productivity but also enhances your team’s skill sets and confidence.
3. Adopt Quick-change Systems
In the world of metal fabrication, time is indeed money. Implementing quick-change tooling systems can dramatically cut down your downtime, allowing you to take on more projects and, in turn, increase your bottom line.
4. Custom Tooling Solutions
Sometimes, the standard tools just don’t cut it—especially with complex bends. Collaborating with professionals to design custom tooling can add that extra level of precision and flexibility to your operations.
Ready to Up Your Game?
By tackling these common press brake tooling challenges head-on, you’re not just improving your workflow; you’re setting a new standard for quality and efficiency in metal fabrication. It’s about harnessing the right techniques, technologies, and partnerships to turn those headaches into victories. Whether you’re fine-tuning your tool maintenance routine or revolutionizing your setup with automation, remember that every small improvement paves the way for big gains.
Welcome to the next level of metal fabrication. With these strategies in your toolkit, there’s no limit to what you can achieve. Prepare to watch your efficiency, your quality, and your bottom line soar to new heights.
Posted by Dan McCloskey on | Comments Off on Case Study: Engineering Precision in Complex Bends (The Success Story of Milton Manufacturing with Fab Supply)
Over and over again, Fab Supply continually proves to be a top-tier partner for manufacturers looking for tooling solutions. They do this by repeatedly helping their customers execute complex bends, as was the case with partner Milton Manufacturing. In this case study, we explore how the collaboration between Milton Manufacturing and Fab Supply generated notable enhancements in precision and profitability over 16+ years.
Objectives
To illustrate the enduring and effective Fab Supply and Milton Mfg. partnership
To showcase that Fab Supply is the optimal choice for press brake tooling solutions
Developing Mastery Over Complex Bends
Milton Mfg. has consistently leaned on Fab Supply for their press brake tooling needs across an array of projects, particularly those that have demanded intricate fabrications. Specialized tooling provided by Fab Supply has been at the heart of productions, signifying the role of high-quality equipment in meeting complex project requirements.
Enabling Precision and Repeatability
Milton Mfg. has witnessed substantial improvements in holding tight tolerances and ensuring repeatability when running multiple parts—a testimonial to the craftsmanship and reliability of the tooling provided by Fab Supply.
“The tooling we have purchased has achieved the desired results. We can hold tight tolerances and deliver repeatable quality, which is crucial for complex assemblies,” says Peter Smith from Milton Manufacturing.
Professionalism and Quality of Service
Milton Mfg.’s long-standing partnership with Fab Supply is fueled by consistent product quality and a commitment to excellent service. Such a positive experience only reinforces the decision to continue this collaboration.
“Yes, we would recommend Fab Supply. Their quality products and service speak for themselves,” confirms Milton Mfg.
Conclusion
The established relationship between Milton Mfg. and Fab Supply, spanning over 16 years, speaks volumes of the trust and reliability built between the two entities. With a primary focus on fabricating assemblies with complex bends, Fab Supply has demonstrated its commitment to delivering excellence through precision, and unwavering service quality. It is this very excellence that suggests Fab Supply should indeed be the tooling choice for industry professionals.
Posted by Dan McCloskey on | Comments Off on Embracing the Future of Press Brake Tooling: A Comprehensive Forecast for 2024
As the world of manufacturing continues to move rapidly, the landscape of press brake tooling is not merely witnessing a change but is amidst a significant revolution. This ongoing transformation is powered by an amalgamation of path-breaking technological advancements, dynamic demands from the industry, and an incessant push toward achieving greater operational efficiency. At Fab Supply, we are not just idle spectators of these evolving trends, but we play an active role as initiators and leaders paving the way forward. Here’s our detailed, thought-out forecast for the exciting possibilities 2024 holds for the realm of press brake tooling.
Automation: The Game-changer
The adoption of automated press brakes has been witnessing a steady increase, playing a pivotal role in enhancing precision and productivity. Looking ahead to 2024, we envisage a significant surge in the integration of robotics into press brake processes. This will pave the way for a seamless, connected, and highly efficient production system. The key benefits would include a drastic reduction in human errors and a considerable increase in production speed, leading to optimized manufacturing cycles and improved profitability.
Precision: The New Industry Standard
As industries relentlessly pursue perfection, precision will take center stage in press brake tooling. The upcoming years will see an influx of advanced software along with laser-based technologies that can provide an unmatched level of accuracy in bends. This high degree of precision will result in a noticeable reduction in waste and contribute to the production of high-quality products that meet and exceed customer expectations.
Sustainability: The Responsibility We Owe
As the world becomes more conscious of its ecological footprint, industries cannot afford to overlook their environmental responsibilities. By 2024, we anticipate an increased focus on sustainable practices within the sphere of press brake tooling. This shift would likely lead to an expanded use of eco-friendly materials and the introduction of energy-efficient technologies that not only optimize production but also contribute to environmental conservation.
Customization: The Answer to Diverse Needs
As industries continue to evolve and demand more specialized solutions, the concept of ‘one-size-fits-all’ is gradually fading away. We predict a significant rise in the demand for customized press brake tooling solutions designed to meet the unique needs of different industries in 2024.
In summary, the future of press brake tooling promises to be a thrilling journey filled with abundant opportunities and potential. At Fab Supply, we stand prepared to take on the challenges this future brings and capitalize on the opportunities it presents. We look forward to shaping the future of press brake tooling together with our valued customers, ensuring we continue to deliver industry-leading solutions that drive growth and success.
Posted by Dan McCloskey on | Comments Off on FAB Supply Celebrates 30 Years of Excellence
As Fab Supply turns 30 this month, it is an exciting time for us and our customers. We are so grateful for reaching this milestone and thankful for the support of our customers and staff. Fab Supply is a full-service provider of press brake tooling and accessories, and our success rides on the shoulders of the relationships we’ve built with our customers over the last 30 years.
Our story began in 1992. While on a fishing trip in Canada with his friend, Dan Provenzano, John confided that he was looking to change career paths. So, Dan presented John with a unique opportunity. He explained that his friend owned a company that was manufacturing press brake tooling and they were looking for someone to represent the product line. That was when all the stars fell into alignment and the idea of FAB Supply was born.
Being fairly new to the industry, John understood that he needed more knowledge before launching this new business. He decided to spend a year working in a shop on a press brake to learn the nuts and bolts of the industry. He was a quick learner and later was considered an expert in the field. But no matter how many years passed, John would be the first to say that there always was something new to learn in this industry.
Mary MacMillan feels fortunate to be able to say that she has been with FAB Supply from the very beginning. After John spent his first year “learning the ropes,” she began working with him to set up the organization of his new venture.
“We worked from a cubicle in his friend’s building making calls, sending out literature, doing all the things that are necessary to a start-up business. Once we began to build up inventory, we moved to a little larger area and, while John built his customer base, I built procedures. Talk about teamwork! Having worked at FAB Supply for almost thirty years now, and after two moves, I am privileged to have been part of its growth from that small cubicle into the efficient and beautiful facility we currently occupy.
“Through all the usual ups and downs of a new business, the largest constants for FAB Supply have always been relationships and customer service. They are the heartbeat of who we are. For example, years ago, one customer had a special just-in-time project and needed a tool that we did not have in stock. With John’s “we can do that” attitude, he assured them that he would take care of it. John had the tool brought in by air and sat at the airport until it arrived. He then took it back to FAB Supply, wrapped it securely, and dropped it off at a UPS site for overnight delivery.
“On another occasion, a customer had ordered a special configuration tool that they needed sooner than the required lead time. John paid the engineer premium to work late into the night to finish the tool. Then, my kids drove John’s truck for four and a half hours overnight to Detroit so our customer would have their tool when they arrived at their shop early in the morning. That is the type of customer service that John professed, and that FAB Supply continues to deliver.”
Over the years, we’ve built a reputation for excellence by providing innovative solutions, high-quality products, and exceptional customer service. Our team is passionate about developing and delivering new technologies that help our customers improve their manufacturing processes and stay ahead of their competition.
To celebrate our 30th anniversary, we will be offering a special promotion (more info to come soon), throughout this summer. We want to show our appreciation for the trust and loyalty our customers have shown us over the years.
At Fab Supply, we are committed to helping our customers succeed. We stand behind everything we offer and strive to provide the highest level of customer service in the industry. Our team is always available to answer questions, offer technical support, and help customers find the right tooling and accessories for their specific applications. No matter how technology evolves, we will always be just a phone call away.
As we celebrate 30 years of excellence, we want to thank our customers, team, and partners who have helped us achieve this milestone. We are excited about what the future holds and look forward to continuing to deliver innovative solutions that help our customers grow and succeed. Thank you for choosing Fab Supply, and here’s to the next 30 years of excellence!
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept”, you consent to the use of ALL the cookies.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.